





精密螺絲的公差范圍是多少?
精密螺絲的公差范圍是多少?
咨詢熱線
0760-8787 8587我們擁有十幾年螺絲行業生產經驗,主要產品有:卡扣鐵皮螺母,十字塑料螺絲,點焊螺絲,處理加工廠螺絲,手敲鉚釘,超薄金屬平墊片,帶墊機絲螺絲,扣眼304單股拉釘鉚釘,通孔壓鉚螺柱,不銹鋼201螺絲,模型連接拉桿機身鋁棒雙內牙螺母,塊壓塊螺帽,六角頭加強桿螺栓,盒裝螺絲,壓緊螺母等緊固件,由于產品材質和規格各有不同,價格也有所不同,如有需要請與我們聯絡。

1 主題內容與適用范圍 本技術要求規定了移動機械設備的鋼結構高強度螺栓副連接件在制造、安裝和檢驗過程中的技術要求。本技術要求未規定的內容,按有關國家標準執行。 本技術要求適用于需要應用高強度螺栓連接的移動機械鋼結構。本技術要求應用于制造廠內和現場安裝的質量控制和施工方法。 2 結合面處理 2.1 摩擦型高強度螺栓連接,要求接頭處的結合面密貼,并具有足夠的摩擦系數。當設計圖樣對該結合面的處理要求未作規定時,按以下規定進行處理:對高強度螺栓結合面進行噴砂或拋丸處理,清除表面上鐵銹、油污等雜質,達到Sa2.5級標準,粗糙度50~75μm,其摩擦系數不得低于0.40。圖紙有規定時,按圖紙規定執行。 2.2經處理后的高強度螺栓連接處摩擦面,應采取保護措施,防止沾染臟物和油污。嚴禁在高強度螺栓連接處摩擦面上作任何標記。在廠內存放,或在運輸,到安裝現場保管中要特別防止連接表面的污染。安裝單位要特別注意保護好高強度螺栓的連接板和母體的連接表面的清潔度摩擦表面的特性。不允許隨意使用砂輪機打磨連接板連接面和母體連接表面。 3 高強度螺栓摩擦面的抗滑移系數檢驗 抗滑移系數檢驗應以鋼結構制造批為單位,以單項工程每2000t為一制造批,不足2000t者視作一批,單項工程的構件摩擦面選用兩種及兩種以上表面處理工藝時,則每種表面處理工藝均需檢驗。每批三組試件。若連接處為擴散到外部企業時,相應的每個企業都應做抗滑移系數檢驗。 3.1抗滑移系數試驗用的試件應由廠內或擴散企業加工,試件與所代表的鋼結構構件應為同一材質、同批制作、采用同一摩擦面處理工藝和具有相同的表面狀態,并應用同批同一性能等級的高強度螺栓連接副,在同一環境條件下存放。抗滑移系數試驗按GB50205《鋼結構工程施工質量驗收規范》試驗方法進行。 3.2抗滑移系數檢驗的最小值必須等于或大于設計規定值。當不符合上述規定值時,構件摩擦面應重新處理。處理后的構件摩擦面重新檢驗。 4鋼結構用摩擦型高強度螺栓的連接安裝 4.1安裝前的準備工作 4.2選用檢驗合格的螺栓、螺母和墊圈。其連接副扭矩系數保證期為自出廠之日起六個月。 4.3螺栓、螺母、墊圈有下列情況為不合格品,禁止使用。 a. 來源(制造廠)不明者; b. 機械性能不明者; c. 扭矩系數k不明者; d. 有裂紋、傷痕 、毛刺、彎曲、鐵銹、螺紋磨損、油污、被水淋濕過或有缺陷者; e. 未附帶性能試驗報告者; f. 與其它批號螺栓混合者; g. 長度不夠的螺栓,即擰緊后螺栓頭露不出螺母端面者。一般取伸出螺母端面的長度以2~3扣螺紋為宜。 h. 連接副扭矩系數超過保證期的。 在運輸和保管中要特別注意防水。 4.4大六角頭高強度螺栓施工前,應按出廠批復驗高強度螺栓連接副的扭矩系數,每批復驗8套,8套扭矩系數的平均值應在0.110~0.150范圍之內,其標準偏差應小于或等于0.010。其扭矩系數復檢方法按GB50205《鋼結構工程施工質量驗收規范》規定進行。試驗后應在較短的時間內進行高強度螺栓的安裝。

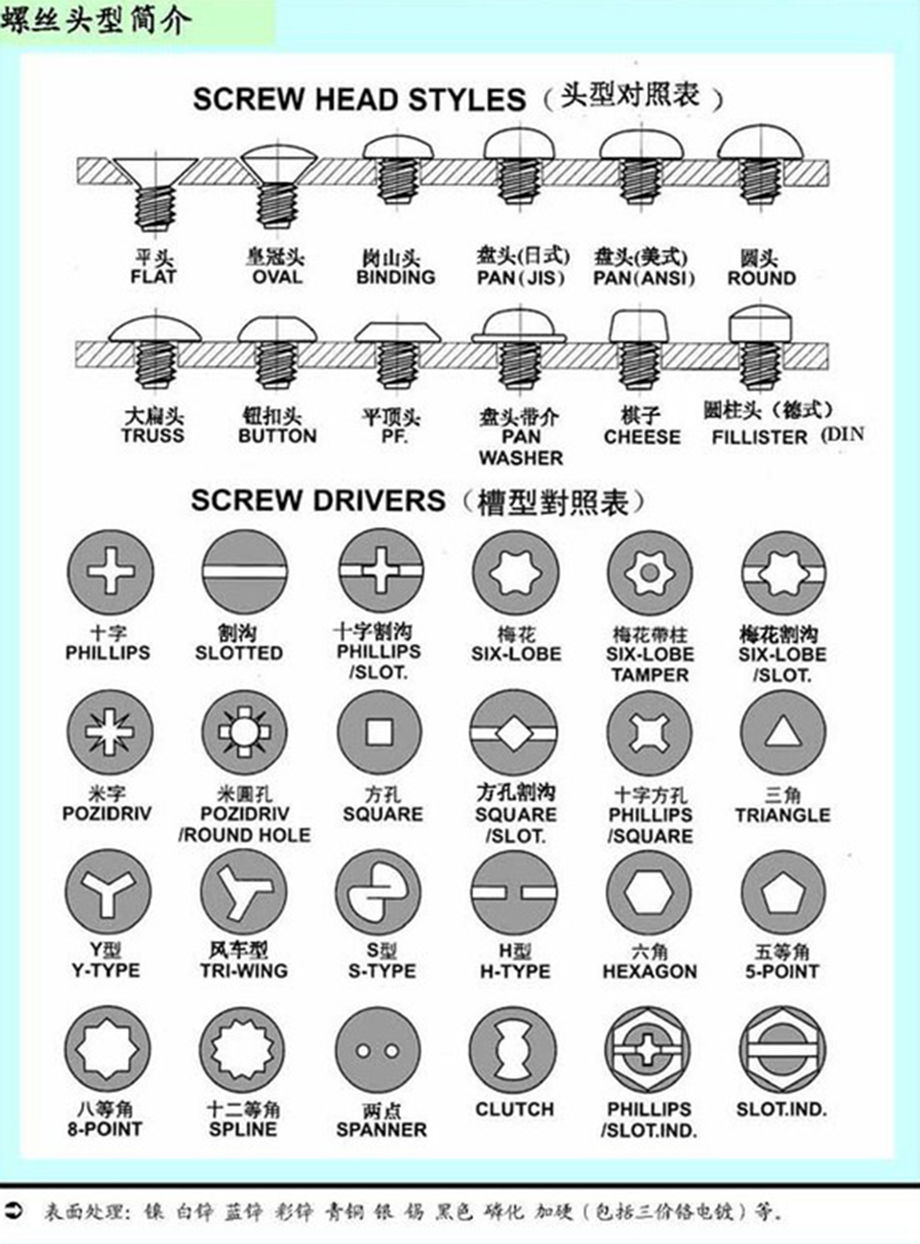
螺釘名稱 播報 1.機螺釘 2.自攻螺釘 3.鉆尾螺釘 4.墻板釘 5.纖維板釘 6.木螺釘7.六角木螺釘 8.不脫出螺釘 9.組合螺釘 10.微型螺釘 11.家具螺釘 12.電子螺釘

希臘數學家阿爾庫塔斯曾經描述過螺釘,螺絲,螺絲釘的原理。在西元第一世紀時,地中海世界已開始將木頭螺釘,螺絲,螺絲釘用在螺旋壓機中,可以由橄欖中壓制橄欖油,也可以從葡萄中榨汁釀酒。在十五世紀之前,歐洲很少用金屬螺釘,螺絲,螺絲釘作為緊固件。 羅伯津斯基(Rybczynski)證明手持的螺釘旋具,螺絲起子在中古時期就已經存在(最晚為公元1580年),不過到了十八世紀才配合有螺紋緊固件的商業化,開始廣為使用。 在螺紋緊固件廣為使用之前,有許多不同的緊固方式。多半和木工及鍛造有關,和機械加工較無關,用到的概念像定縫銷釘及銷、楔形物、榫卯、楔形榫頭、釘子、鍛焊及其他用皮革或纖維打結后綁束起來。在十九世紀中之前,造船時會用開口銷、銷螺栓或是鉚釘固定,當時也有黏合劑,但種類不像現代這里多。 一直用十八世紀有機床可以大量生產螺釘,螺絲,螺絲釘后,金屬螺釘,螺絲,螺絲釘才變成常用的緊固件,此技術約在1760年代及1770年代發展,沿著二個分開的工藝途徑,但很快就融合了:木頭螺釘,螺絲,螺絲釘(用在木頭固定上的金屬材質螺釘,螺絲,螺絲釘)是用單一用途、高產率的機床加工,以及低量、模具車間式生產的V螺紋機械螺釘,螺絲,螺絲釘,可以選擇各種不同的螺距。

傳統對于產品上進行壓鉚鉚釘,都是由工人手工進行敲打,造成報廢率高,效率低,并且此鉚釘也不是傳統意義的鉚釘,定位困難,而且對壓力要求也很高,鉚釘下端邊緣非常薄,壓力過大造成鉚釘變形,壓力過小無法鉚入,沒有特殊定位及工裝,無法在鉚接機上鉚入,這樣出來的產品的質量很難得到保證,同一批的產品的品質層次不齊,影響交貨時間。

上述內容來自粵螺自行上傳或互聯網,如有版權問題,請聯系win-win@what-screw.com 。

我們擁有十幾年螺絲行業生產經驗,主要產品有:加長螺桿墊,尼龍平頭螺栓,鍍黑色304螺絲,旋航拍機架,鍍鋅通孔壓鉚螺母柱,...

我們擁有十幾年螺絲行業生產經驗,主要產品有:非標墊圈,16建筑模板銷釘,細牙六角薄螺絲帽,套裝大全杯頭螺釘,銅黃銅墊片,...
我們擁有十幾年螺絲行業生產經驗,主要產品有:6沉頭螺栓,工業鋁型材螺母,對接鉚釘,螺絲帽螺栓,DIN980全金屬,封閉型...

我們擁有十幾年螺絲行業生產經驗,主要產品有:外六角螺栓,鐵鍍鎳螺絲,焊接螺母加工,自帶花螺釘,和全牙螺栓,正方形墊子,高...

0760-8787 8587

132 6870 6820

手機網站

0760-22181790
Copyright ? 廣東粵螺五金實業有限公司 高端緊固件制造商,全球供應螺絲釘,螺栓,螺母,墊圈等五金零部件。 歡迎來電咨詢! 粵ICP備17110734號-5




