




精密螺絲的公差范圍是多少?
精密螺絲的公差范圍是多少?
咨詢熱線
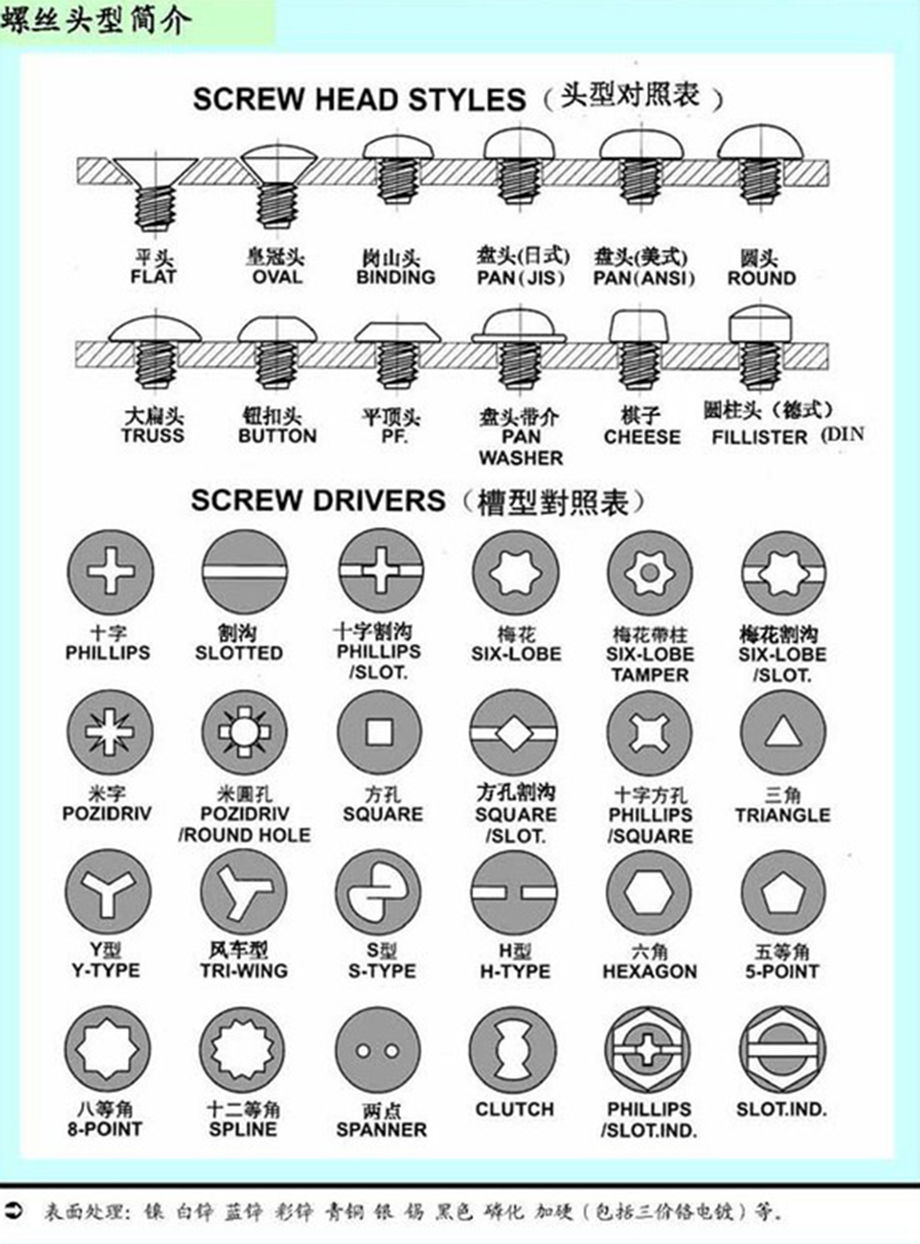
0760-8787 8587本廠可按照GB(國標)JIS(日標)ANSI(美標)DIN(德標)等標準生產各種螺絲產品有外六角螺栓,GB845螺栓,加硬螺絲,手擰長螺釘螺絲,三組合螺絲,模具螺絲等緊固件。我們擁有十幾年螺絲行業生產經驗,現面向興化批發星形把手螺絲釘,全牙圓頭螺栓,t型模具壓板螺釘,鐵配配件螺絲,半牙內六角螺栓,JISB1189螺絲。由于標準件產品和規格各有不同,價格也有所不同,如有需要請與我們聯絡。

(1)擰入性能試驗是將自攻鎖緊螺釘試樣擰入試驗板內,直至一扣完整螺紋完全通過試驗扳,而不損折。 (2)破壞性扭矩試驗是將自攻鎖緊螺釘試件的桿部夾緊在與螺釘螺紋相匹配的、開合的螺紋模具或其他裝置內,用經標定的扭矩—測量裝置,對螺釘加扭矩直至斷裂,斷裂不應發生在被夾緊的螺紋部分。 (3)對螺釘試樣進行拉力試驗,檢驗破壞最小拉力載荷,斷裂應在桿部或未旋合的螺紋長度內,而不應發生在釘頭與桿的交接處,試樣斷裂前,應能達到相應性能等級規定的最小拉力載荷。 (4)氫脆性是自攻鎖緊螺釘在表面處理工序時必須嚴格注意的問題。在酸洗工序,螺釘放在稀鹽酸中攪動,酸洗中鋼吸收的氫量隨時間的平方根而成線性增長達到飽和值,當電鍍、磷化工序(電鍍、電解除油)陰極電流效率達不到100%,會產生大量的氫原子,附在螺釘表面,從而產生滲氫,鋼因吸收氫而變脆。 自攻鎖緊螺釘驅氫時間6~8h,溫度選擇160~200℃(磷化)、200~240℃(電鍍)。但生產中要根據心部硬度、表面粗糙度、電鍍時間、鍍層厚度、酸洗時間、酸濃度等諸多生產條件,確定驅氫時間。最好在鈍化處理前、剛剛電鍍之后進行。

目前,行業內使用純手動安裝法對彈性圓柱銷進行安裝,即工作人員先手持刀架;接著,人工將彈性圓柱銷放入到刀架的彈性圓柱銷孔中;后,利用身體對刀架進行定位,采用錘敲的方式,將彈性圓柱銷敲入到刀架中。這種安裝方式全程需要人工操作,工作效率較低。而且,在錘敲時,需工作人員利用身體對刀架進行定位,會出現砸傷人的風險,存在安全隱患。另外,錘敲會導致彈性圓柱銷出現變形,裝配的合格率較低。


目前汽車后制動器通常采用鼓式制動器,其中泵類零件總成被廣泛應用。傳統的 裝配方式是用螺絲刀、擋圈鉗等工具進行裝配,其缺點是裝配效率低,精度一般,容易出現 裝配質量問題,影響產品總成使用性能。 現以本廠生產的帶自動調隙機構的制動輪缸總成為例說明彈性擋圈的安裝

內嵌螺母的主要用途是替代直接在注塑件上開設螺孔,W提升注塑件螺孔的強 度。請參照圖1,為將工件3'鎖附在注塑件2'上,螺釘5'穿過工件3'上的通孔,旋入內嵌螺母 1'的螺孔中而將工件3'固定。內嵌螺母1'與注塑件2'之間的嵌接一般包括兩種方式,一種 是將內嵌螺母1'加熱后,熱壓嵌入注塑件2'中;另一種是將內嵌螺母1'與注塑件2'一體注 塑成型。為了保證內嵌螺母1'與注塑件2'的粘合強度,內嵌螺母1'的外周面上設有滾花。

上述內容來自粵螺自行上傳或互聯網,如有版權問題,請聯系win-win@what-screw.com 。
我們擁有十幾年螺絲行業生產經驗,主要產品有:小沉頭光身鉚螺母,平頭螺螺絲,電梯連接螺母,膨脹車修梯螺絲,加長高強度螺絲,...
我們擁有十幾年螺絲行業生產經驗,主要產品有:雙頭塑料支撐柱,臺階大頭螺釘,H62銅德標螺母,內六角全牙螺絲釘,發黑墊片,...

我們擁有十幾年螺絲行業生產經驗,主要產品有:Q235鋼,東莞平圓頭拉鉚螺母,套裝圓頭螺栓,大頭縮桿圓形雙內牙,雙通銅柱,...

我們擁有十幾年螺絲行業生產經驗,主要產品有:平頭機螺釘螺栓,防拆螺栓,大扁頭機絲螺絲,儀器用手柄螺帽,550純鈦盤頭螺釘...

0760-8787 8587

132 6870 6820

手機網站

0760-22181790
Copyright ? 廣東粵螺五金實業有限公司 高端緊固件制造商,全球供應螺絲釘,螺栓,螺母,墊圈等五金零部件。 歡迎來電咨詢! 粵ICP備17110734號-5




