




精密螺絲的公差范圍是多少?
精密螺絲的公差范圍是多少?
咨詢熱線
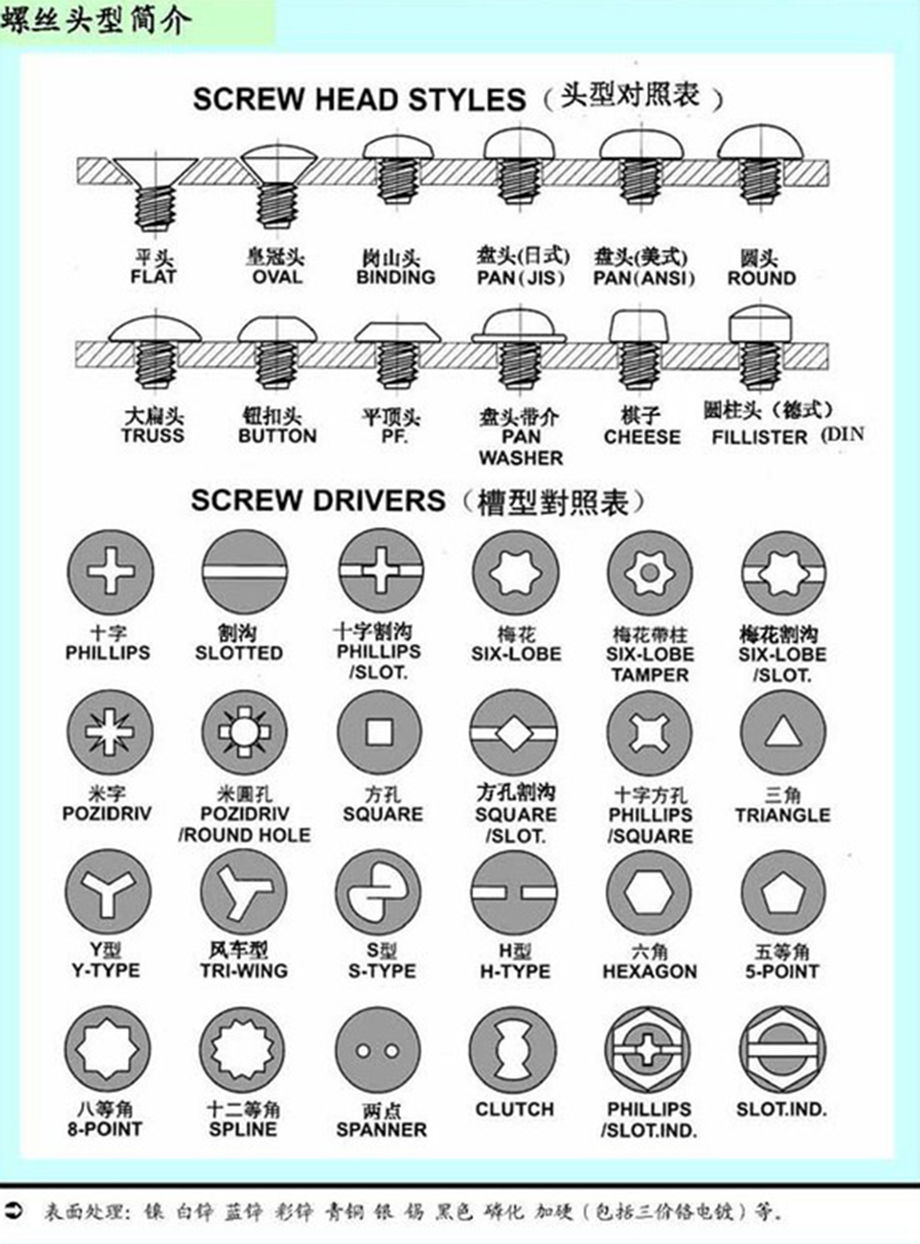
0760-8787 8587本廠可按照GB(國標)JIS(日標)ANSI(美標)DIN(德標)等標準生產各種螺絲產品有蝴蝶型手擰螺栓,平頭花型內六角螺釘,組合螺釘,圓頭十字螺絲釘螺絲,架橋螺絲,套裝大全外六角螺絲等緊固件。我們擁有十幾年螺絲行業生產經驗,現面向余姚供應修膨脹螺栓,六角頭外六角螺栓,訂制螺釘,碳鋼GB5782螺絲,蝶形螺栓,一字沉頭螺栓。由于標準件產品和規格各有不同,價格也有所不同,如有需要請與我們聯絡。

目前,隨著制造業的發展,在航空、航天等工業領域,普遍應用很多形狀奇異的零部件,其中一種L形圓柱銷,其設計技術要求在其下端設有軸φ2.54±0.003,上端設有2.55×4.95的“U”型凸臺,該凸臺的上端面與下端面之間的平行度誤差要求小于0.01毫米,該L形圓柱銷加工精度要求高,在機床上裝夾困難,加工難度大,當在加工成型件切斷時,切斷面即凸臺上端面會留下一個小柱臺,在進行此端面加工時,現有技術中,加工這樣的L形圓柱銷一般使用虎鉗或銅套進行裝夾,然后再進行加工;但是,由于零件外形尺寸較小,L形圓柱銷工件難于被夾緊;由于工件各個加工表面的要要求精度均很高,使用虎鉗夾緊時,虎鉗夾緊力難以控制,容易壓傷、劃傷工件表面;且使用虎鉗或銅套裝夾時,每次加工生產只能裝夾一件工件,裝夾完成后難以保證零件上下平面的平行度加工誤差,致使零件加工質量較低,生產效率低下。

T型螺栓常與法蘭螺母配合使用,是安裝角件時的標準配套連接件,在安裝過程中能夠自動定位鎖緊。目前,對T型螺栓的焊接加工過程中,往往還存在利用人工進行焊接的方式,采用這樣的方式,制造周期長,勞動強度大,生產效率低且焊接質量難以保證。


在現代航空、航天飛行器設計中為了減輕重量、節省空間,緊固安裝系統空間越來越狹小,經常需要進行盲孔安裝,這種情況下,通常采用單面鉚接安裝的方式進行緊固連接。目前,這種緊固連接產品主要為抽芯鉚釘,抽芯鉚釘鉚接安裝原理為采用抽拉的方式,拉動芯桿,擠壓釘套,使之在盲端變形,達到緊固連接的作用,這種緊固連接方式需要用專用的鉚,一般為進口鉚,內部零件損耗替換價格昂貴,安裝過程復雜,安裝成本高。

現有技術中,螺釘吸取裝置有以下兩種實現方式,種是利用磁鐵將電批頭磁化,用電批頭接近螺釘,螺釘即被電批頭粘住,便可實現拾取螺釘的功能;種是利用真空發生器在螺釘導向槽中形成負壓,吸取螺釘到管中,實現螺釘拾取。種方案缺點在于:在拾取螺釘過程中,無法對準螺釘凹槽,導致螺釘粘偏或漏粘。種方案缺點在于:對長寬比小于1.5的螺釘易出現吸歪的情況,穩定性不高。可見,現有技術還有待于改進和發展。

上述內容來自粵螺自行上傳或互聯網,如有版權問題,請聯系win-win@what-screw.com 。
我們擁有十幾年螺絲行業生產經驗,主要產品有:小沉頭光身鉚螺母,平頭螺螺絲,電梯連接螺母,膨脹車修梯螺絲,加長高強度螺絲,...
我們擁有十幾年螺絲行業生產經驗,主要產品有:雙頭塑料支撐柱,臺階大頭螺釘,H62銅德標螺母,內六角全牙螺絲釘,發黑墊片,...

我們擁有十幾年螺絲行業生產經驗,主要產品有:Q235鋼,東莞平圓頭拉鉚螺母,套裝圓頭螺栓,大頭縮桿圓形雙內牙,雙通銅柱,...

我們擁有十幾年螺絲行業生產經驗,主要產品有:平頭機螺釘螺栓,防拆螺栓,大扁頭機絲螺絲,儀器用手柄螺帽,550純鈦盤頭螺釘...

0760-8787 8587

132 6870 6820

手機網站

0760-22181790
Copyright ? 廣東粵螺五金實業有限公司 高端緊固件制造商,全球供應螺絲釘,螺栓,螺母,墊圈等五金零部件。 歡迎來電咨詢! 粵ICP備17110734號-5




